
MAG-Schweißen: Wirtschaftliches Lichtbogenschweißen von Kohlenstoffstahl
MAG-Schweißen (Metall Aktivgas Schweißen) zählt zu den häufigsten Schweißverfahren und findet vor allem in der industriellen Anwendung, in größeren Betrieben sowie im Handwerk seinen Einsatz. Beim MAG-Schweißen stehen vor allem die Wirtschaftlichkeit und die Produktivität im Vordergrund.
- So funktioniert das MAG Schweißverfahren
- Einsatz von Schutzgasen zum Lichtbogenschweißen von un- und niedriglegierten Stählen Stählen (z.B. von Baustählen)
- Oxydarmes Metall-Aktivgas-Schweißen: Reduzierte Aktivgas-Anteile zum oxydarmen MAG-Schweißen von hochlegierten Stählen mit sehr guten Schweißnahteigenschaften
- Schutzgase zur Reduktion von Rauch- und Schadstoffentwicklung beim MAG-Schweißen von Kohlenstoffstahl
- Übersicht über geeignete Gase zum Schutzgasschweißen
- Passende Druckminderer zum MAG-Schweißen von hochlegierten Stählen
- Schulungen und Praxisseminare für ein unfallfreies und sicheres Arbeiten beim MAG Schweißverfahren
- Videos & Tutorials zum MAG-Schweißen
- Allgemeine und häufig gestellte Fragen zum Thema MAG-Schweißen niedrig legierte Stähle
MAG-Schweißen: Vorteile, Wirtschaftlichkeit & Einsatzgebiete
Hervorgegangen aus dem CO2-Schweißen unter Kohlendioxid (beim CO2-Schweißen wird Kohlenstoffdioxid, die chemische Verbindung aus Kohlenstoff und Sauerstoff, als Schutzgas eingesetzt), werden heute vorwiegend Argon-Mischgase zum MAG-Schweißen verwendet. Dadurch wird das CO2-Schweißen immer weiter in den Hintergrund gedrängt.
Das MAG-Schweißen eignet sich für viele unterschiedliche Werkstoffe. Vor allem beim MAG-Schweißen von Kohlenstoffstahl, wie allgemeinem Baustahl, sowie un- und niedriglegierten Stählen, sorgt das Verfahren durch seine hohe Automatisierbarkeit, die Realisierung von hohen Schweißgeschwindigkeiten, die Minimierung von Nacharbeit und seinen geringen Verzug für eine hohe Wirtschaftlichkeit und einen schier grenzenlosen Einsatz.
Der Einsatz von Prozessgasen kann Wirtschaftlichkeit, Produktivität und Produktqualität entscheidend beeinflussen. Durch die physikalischen und chemischen Eigenschaften erschließen sich eine ganze Reihe von Möglichkeiten für Einsparungen und Verbesserungen.
So funktioniert das MAG Schweißverfahren
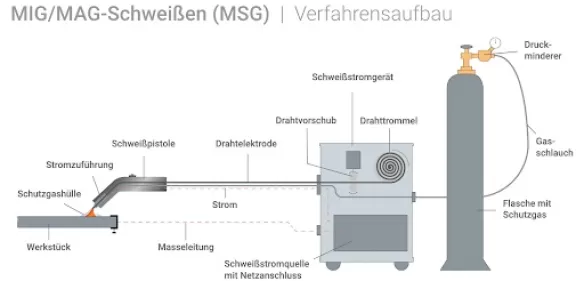
Beim MAG-Schweißen – gemäß DIN EN ISO 4063, Metall-Aktivgas-Schweißen mit Massivdrahtelektrode, Schweißverfahren 135 – wird der abschmelzende Schweißzusatz, in der Regel der Schweißdraht, von einer Drahtförderung mechanisiert zugeführt und schmilzt im Lichtbogen ab. Dabei zündet der Schweißdraht den Lichtbogen in dem Moment, wenn er das Bauteil berührt. Der abschmelzende Schweißzusatzwerkstoff (Draht) wird als Materialzugabe verwendet. Um den Lichtbogen vor dem reaktiven Sauerstoff der Umgebung zu schützen, strömt zusätzlich ein Schutzgas durch die Gasdüse. Dieses verdrängt den Sauerstoff beim Schweißen und verhindert so Oxidation am Lichtbogen und am Schmelzbad.
Einsatz von Schutzgasen zum Lichtbogenschweißen von hochlegierten Stählen (z.B. von Chrom-Nickel-Stählen)
Beim MAG-Schweißen (Schweißverfahren 135) von Stahl (Baustahl) werden Schutzgase auf Basis von Argon und Helium mit Zusätzen von Schutzgas mit Aktivgas-Anteilen (Aktivgas als reaktionsfreudiges Gas) in Form von Kohlendioxid verwendet. Die verschiedenen Schutzgase beeinflussen neben dem Schutz des Schweißbads vor der Atmosphäre die Art des Werkstoffüberganges, die Lichtbogenstabilität, das Einbrandverhalten und die Oxidation der Schweißnaht. Darüber hinaus beeinflussen sie die Rauch- und Schadstoffentwicklung.
Oxydarmes Metall-Aktivgas-Schweißen: Reduzierte Aktivgas-Anteile zum oxydarmen MAG-Schweißen von hochlegierten Stählen mit sehr guten Schweißnahteigenschaften.
Mit ARCAL 14 oder ARCAL 121 können Sie die technologischen Kennwerte optimal gestalten sowie die Abschmelzleistung steigern, die Einbrandverhältnisse verbessern und die Spritzerbildung reduzieren bzw. an die Fertigungsbedingungen anpassen.
In vielen Anwendungen ist Spritzerfreiheit der geschweißten Produkte das ausschlaggebende Kriterium – zum Beispiel bei Bauteilen für Kühlanlagen, Motorkomponenten oder Ansaugleitungen von Turboladern und Pumpen. Mit TERAL 24-7 hat Air Liquide ein Prozessgas entwickelt, das sich vor allem durch Spritzerarmut auszeichnet: So können durch TERAL 24-7 signifikant weniger Schweißspritzer, ein stabiler Metallübergang und eine deutlich verringerte Neigung der Elektrode zum Ankleben im Vergleich zum konventionellen Schweißschutzgas erreicht werden. TERAL 24-7 schützt vor allem das Schweißbad. Allein dadurch kann sich die Ausfallzeit im Schweißprozess um mehr als 60 Prozent reduzieren.
Schutzgase zur Reduktion von Rauch- und Schadstoffentwicklung beim MAG-Schweißen von Kohlenstoffstahl

Gase entstehen hauptsächlich als Reaktionsprodukte aus den eingesetzten und vorhandenen Gasen und Gasgemischen. Partikelförmige Stoffe bilden sich zum überwiegenden Teil aus dem Schweißzusatz und aus den verwendeten Beschichtungen. Außerdem gibt es die Schweißrauchemissionsrate: Diese gibt an, wie viel Schweißrauch in einem bestimmten Zeitraum entsteht. Sie hängt je nach Verfahren von verschiedenen Einflussgrößen ab.
Beim MAG-Schweißverfahren von un- und niedriglegierten Stählen nimmt die Schweissrauchemission zunächst mit steigender Stromstärke zu und fällt dann nach Durchlaufen eines Maximums wieder ab. Zunehmende Argon- oder Helium-Anteile im Schutzgas bewirken dabei eine Abnahme der Schweissrauchemission.
Beim Stahl-Schweißen mit hohen Kohlendioxid-Anteilen entsteht neben Schweißrauch auch Kohlenmonoxid in möglicherweise gefährlichen Konzentrationen sowie Ozon in geringerem Maße. Mit ARCAL Chrome hat Air Liquide ein Schutzgas entwickelt, dass durch einen geringen Kohlendioxidanteil definiert ist. Dadurch ergibt sich eine geringe Schadstoffbildung.
Übersicht über geeignete Gase zum Schutzgasschweißen
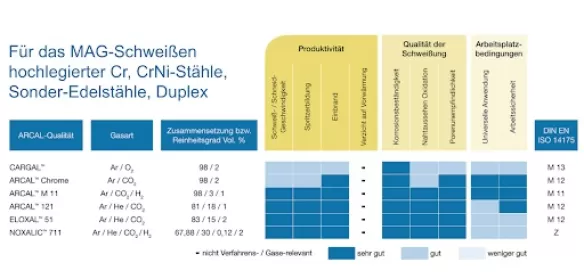
Welche Gase zum Schutzgasschweißen für Ihre Ziele und Werkstoffe besonders geeignet sind, sehen Sie in der Übersicht.
Das ARCAL-Schutzgas-Programm hilft Ihnen, die Qualität der Schweißverbindung und die Produktivität des Schweißprozesses zu erhöhen sowie optimale Arbeitsplatzbedingungen zu sichern. ARCAL-Qualitätsgase sind auch im EXELTOP-Flaschensystem mit integriertem Druckminderer erhältlich.
Passende Druckminderer zum MAG-Schweißen von hochlegierten Stählen
Beim MAG-Schweißen von hochlegierten Stählen spielt der Vordruck eine wichtige Rolle. Es wird hierbei zwischen Druckminderern für 200 bar und 300 bar unterschieden. Der Vordruck des Druckminderers richtet sich dabei nach dem Druck der Gasflasche und ist durch unterschiedliche Anschlüsse verwechslungssicher.
Beim MAG-Schweißen von hochlegierten Stählen erfolgt die Auslegung nach der benötigten Schutzgasmenge in Liter pro Minute. Der Einstellbereich wird dabei von 0 bis 30 Liter ausgewählt.
-

PRIMEJET 200-10-30
Einstufiger Messing-Druckminderer für 200 bar Flaschen. Seiteneintritt. Für Argon, Stickstoff, Wasserstoff & Sauerstoff. Robust & ideal für technische Gase.
-

PRIMEJET 200-24L/MIN
Einstufiger Messing-Regler mit Durchflussmesser für 200 bar Argon & CO2-Gemische. Seitlicher Eintritt. Präzise Durchflusssteuerung für technische Gase. Robust ...
-

PRIMEFLOW 200-15 L/MIN
Einstufiger Messing-Regler mit Durchflussmesser für 200 bar Flaschen. Ideal für nicht korrosive technische Gase bis Qualität 4.8. Präzise & robuste Ausführung ...
-
PRIMEFLOW 300-15 L/MIN
Einstufiger Messing-Druckminderer mit Durchflussmesser für 300 bar Flaschen. Ideal für nicht korrosive technische Gase bis Qualität 4.8. Präzise & robust.
-

PRIMEJET 300-24L/MIN
Einstufiger Messing-Flaschendruckminderer für 300 bar. Für nicht korrosive technische Gase bis Qualität 4.8 geeignet. Robuste Bauweise & präzise Regulierung.
-
PRIMEJET 300-10-30
Einstufiger 300 bar Messing-Druckminderer für Argon, Stickstoff & Sauerstoff. Geeignet für technische Gase bis Qualität 4.8. Robust & präzise in der Regelung.
-
PRIMEFLOW 200-30 L/MIN
Einstufiger Messing-Regler mit Durchflussmesser (200 bar) für Argon, CO2 & Gemische. Seitlicher Eintritt. Ideal für technische Gase. Präzise & robuste Bauart.
Optimieren Sie Ihre Schweißprozesse – mit Value4Welding

Möchten Sie die Wirtschaftlichkeit Ihrer Schweißfertigung steigern und gleichzeitig Kosten senken? Das ist oft keine einfache Aufgabe, da die wahren Einsparpotenziale meist verborgen liegen. Mit unserem Programm Value4Welding bieten wir Ihnen ein Instrument, das genau dabei hilft: Ihr Schweißprozess wird analysiert, bewertet und optimiert.
Unsere Experten unterstützen Sie dabei, Kostentreiber in Ihrer Produktion zu identifizieren und konkrete Empfehlungen für Einsparungen zu erarbeiten. Durch die Optimierung konnten Kunden bereits eine Effizienzsteigerung von 20 bis 40 Prozent erzielen.
Ihre Vorteile mit Value4Welding auf einen Blick:
- Fundierte Analyse: Wir identifizieren die Kostentreiber in Ihrer Schweißfertigung durch eine umfassende Analyse.
- Dauerhafte Kostenreduzierung: Wir zeigen Ihnen neue Wege auf, um Ihren Verbrauch und Ihre Kosten nachhaltig zu senken.
- Gezielte Einsparungen: Reduzieren Sie Ihre Arbeitskosten um bis zu 23 % und senken Sie den Verbrauch von Draht und Gas um 25 % bzw. 15 %.
- Qualifizierte Expertise: Unsere Teams bestehen aus Experten für Schweißen, Schneiden, Metallurgie und Gastechnologie.
- Verbesserte Qualität: Minimieren Sie Nacharbeiten, Spritzer- und Silikatbildung.
Das Value4Welding-Programm von Air Liquide begleitet Sie in mehreren Schritten – von der Identifizierung der Kostentreiber über die Bewertung der Potenziale bis hin zur Umsetzung und langfristigen Unterstützung.
Möchten Sie mehr über die Optimierung Ihrer Schweißprozesse erfahren? Laden Sie noch heute unsere Broschüre herunter.
Effizienter Laserschnitt mit Gasgemischen – Ihr Weg zu mehr Produktivität

Sie möchten die Produktivität und Nachhaltigkeit Ihres Laserschneidprozesses steigern und gleichzeitig Kosten senken? Als Spezialist für industrielle Gase in Deutschland bieten wir Ihnen die Lösung: speziell angepasste Gasgemische.
Während moderne Festkörperlaser die Energieeffizienz verbessern, bleibt der Stromverbrauch pro geschnittenem Meter bei vielen Bestandsanlagen hoch. Setzen Sie auf unsere maßgeschneiderten Gasgemische, um Ihre Prozesse zu revolutionieren.
- Höhere Geschwindigkeit: Erhöhen Sie Ihre Schnittgeschwindigkeit bei Aluminium und niedriglegiertem Stahl um bis zu 33 %.
- Verbesserte Qualität: Unsere Gasgemische verhindern Auswaschungen und reduzieren die Gratbildung an Schnittkanten.
- Kosten senken: Reduzieren Sie den Gas- und Stromverbrauch pro Meter und senken Sie so Ihre Betriebskosten.
- Einfache Anwendung: Die Prozessoptimierung erfordert keine kostspieligen Investitionen in neue Maschinen – einfache Anpassungen genügen.
Möchten Sie erfahren, wie unsere Gasgemische Ihren Laserschneidprozess nachhaltiger, produktiver und kosteneffizienter gestalten?
Dann laden Sie sich jetzt den Sonderdruck des Deutschen Verbands für Schweißen und verwandte Verfahren e. V. herunter!
Schulungen und Praxisseminare für ein unfallfreies und sicheres Arbeiten beim MAG Schweißverfahren
Beim MAG-Schweißen können Gefährdungen durch Lärm, Rauch, elektrischen Strom sowie Brandgefahr entstehen. Vor diesen Gefahrenquellen muss man sich bei Schweißarbeiten schützen. So kann es unter anderen zu Funkenflug kommen oder es springen teilweise kleinere Schlackestücke von der Schweißarbeit ab. Diese können gefährlich werden – nicht nur für den Arbeitenden, sondern auch für die Umgebung. Insbesondere auf mögliche Brandgefahren sollte geachtet werden.
- Geschulte Mitarbeiter sind die Voraussetzung für sicheres Arbeiten mit Gasen beim MAG-Schweißen in Ihrem Betrieb – und gesetzlich vorgeschrieben. Profitieren Sie vom umfangreichen Know-how und der Erfahrung der Air Liquide-Experten mit technischen Gasen.
- Ihre Mitarbeiter sollen über das nötige Wissen zum sicheren Umgang mit Gasen verfügen, um gefährlichen Situationen vorzubeugen?
- Sie möchten die Qualifikation Ihrer Mitarbeiter im Umgang mit Gasen nachweisen?
- Ihre Mitarbeiter sollen die wichtigsten Eigenschaften der unterschiedlichen Gase kennen?
- Sie suchen praxisbezogene Schulungen, die den Anforderungen des Arbeitsschutzgesetzes und der Betriebssicherheitsverordnung genügen?
Das MAG-Schweißverfahren erfolgreich einzusetzen, hängt von der Kenntnis der hier dargestellten Eigenschaften ab. Höhere Wirtschaftlichkeit kann durch die optimale Gas-Auswahl erreicht werden. Zum MAG-Schweißen wird normalerweise ein Mischgas auf Basis von Argon genutzt. Die Nebenbestandteile des Mischgases sind geringe Teile an Kohlenstoffdioxid.Die Vielfalt und Universalität der benannten ARCAL Schutzgase hat zu deren dominierender Anwendung geführt. Helium-Zusätze erweitern den Leistungsbereich.
Videos & Tutorials zum MAG-Schweißen













Allgemeine und häufig gestellte Fragen zum Thema MAG-Schweißen niedrig legierte Stähle
Was ist MAG-Schweißen und wie funktioniert es?
MAG-Schweißen (Metall-Aktivgas-Schweißen) ist ein Lichtbogenschweißverfahren (Verfahren 135 nach DIN EN ISO 4063), bei dem ein Schweißdraht mechanisiert zugeführt und im Lichtbogen abgeschmolzen wird. Ein Schutzgas schützt den Lichtbogen und das Schmelzbad vor der Umgebungsluft. Es wird hauptsächlich für Kohlenstoffstahl, un- und niedriglegierte Stähle verwendet.
Welche Vorteile bietet das MAG-Schweißen von niedriglegierten Stählen?
MAG-Schweißen bietet:
- hohe Wirtschaftlichkeit durch Automatisierbarkeit
- hohe Schweißgeschwindigkeiten
- Minimierung von Nacharbeit
- geringen Verzug
Welche Schutzgase werden beim MAG-Schweißen von niedriglegierten Stählen verwendet?
In der Regel werden Schutzgase auf Basis von Argon und / oder Helium mit Zusätzen von Aktivgasen wie Kohlendioxid und / oder Sauerstoff verwendet.
Die Wahl des Schutzgases beeinflusst:
- Den Werkstoffübergang
- Die Lichtbogenstabilität
- Das Einbrandverhalten,
- Die Oxidation der Schweißnaht
- Die Rauch- und Schadstoffentwicklung
Kann ich mit MAG-Schweißen auch hochlegierte Stähle schweißen?
Ja, es gibt Verfahren wie das "MAG-Schweißen" mit reduzierten Aktivgas-Anteilen, die für hochlegierte Stähle geeignet sind.
Hierfür eignen sich z.B.:
Wie kann ich die Rauch- und Schadstoffentwicklung beim MAG-Schweißen reduzieren?
Durch die Verwendung von Schutzgasen mit geringen Kohlendioxidanteilen, wie z.B.:
kann die Schadstoffbildung reduziert werden.
Auch zunehmende Argon- oder Helium-Anteile im Schutzgas bewirken eine Abnahme der Schweißrauchemission.
Welche Rolle spielen Druckminderer beim MAG-Schweißen?
Druckminderer sind wichtig, um den Gasdruck von der Gasflasche auf den benötigten Arbeitsdruck zu reduzieren und einen konstanten Gasdurchfluss zu gewährleisten. Beim MAG-Schweißen von hochlegierten Stählen ist der Vordruck wichtig, und die Auslegung erfolgt nach der benötigten Schutzgasmenge in Litern pro Minute.
Welche Sicherheitsvorkehrungen sind beim MAG-Schweißen zu beachten?
Beim MAG-Schweißen können Gefährdungen durch:
- Lärm
- Rauch
- Elektrischen Strom
- Brandgefahr
entstehen. Es ist wichtig, sich vor diesen Gefahrenquellen zu schützen, z. B. durch geeignete Schutzkleidung, Absaugung von Schweißrauch und Brandschutzmaßnahmen.
Was ist der Unterschied zwischen CO2-Schweißen und MAG-Schweißen?
O2-Schweißen war der Vorläufer des MAG-Schweißens, bei dem reines Kohlenstoffdioxid als Schutzgas verwendet wurde. Heute werden beim MAG-Schweißen jedoch hauptsächlich Argon-Mischgase eingesetzt, da diese bessere Schweißergebnisse liefern.
Ich habe Probleme mit Schweißspritzern. Gibt es eine Lösung?
Ja, mit dem Prozessgas TERAL 24-7 hat Air Liquide ein Schutzgas entwickelt, das sich durch Spritzerarmut auszeichnet und einen stabileren Metallübergang ermöglicht.