Laserschneiden auf den Punkt gebracht – Optimierte Schneidgase für alle Werkstoffe
Laserschneiden und Laserbohren sind die am weitesten verbreiteten Laseranwendungen.
Präzision auf den Punkt gebracht – das ist Laserschneiden. Die ständig steigenden leistungsstarken Anlagen halten Einzug in unterschiedlichste Industriebereiche. Vor allem in der Automobilindustrie, der Blech- und metallverarbeitenden Industrie, im Fahrzeugbau, Maschinenbau sowie bei der Herstellung von Metallteilen ist das computergesteuerte Laserschneiden perfekt in die Fertigung integriert.
- Wirtschaftliches Laserschneiden – Einzug in viele Industriebereiche
- Wie funktioniert Laserschneiden?
- Resonatorgase für CO2-Laser – hohe Qualität zur Sicherstellung einer hohen Standzeit beim Laserschneiden
- Zubehör für Gasversorgungssysteme zur Implementierung der Resonatorgase beim Laserschneiden
- Prozessgase zum Laserschneiden: Lasertechnologie in der Fertigungstechnik – Die unterschiedlichen Verfahren
- Welche Verfahren kommen zum Laserschneiden zur Anwendung?
- Unterschiedliche Prozessgase zum Laserschneiden
- Effektives Laserschneiden mit der LASAL Touch Düse – mehr Leistung, weniger Prozessgasverbrauch, weniger Prozesskosten
Wirtschaftliches Laserschneiden – Einzug in viele Industriebereiche
Laserschneiden bezeichnet das Durchtrennen von Festkörpern mittels kontinuierlicher oder gepulster Laserstrahlung durch Material-Ablation (Abtragen von Material durch Aufheizung).
Nahezu jede Art von Werkstoff kann nach dem Stand der Technik mit Laserstrahlung geschnitten werden, wenn die Parameter der Laserstrahlung
- Wellenlänge
- mittlere Leistung
- Pulsenergie und Pulsdauer
an den Werkstoff angepasst werden.
Zum Einsatz kommen fokussierte Hochleistungslaser, meist der CO2-Laser (ein Gaslaser) oder auch zunehmend Nd:YAG-Laser (Festkörperlaser) sowie die effizienteren, gut fokussierbaren Faserlaser.
Wie funktioniert Laserschneiden?
Der erste Schritt zur Erzeugung von Laserstrahlung besteht in der Anregung eines Lasermediums durch Energiezufuhr (als "Pumpen" bezeichnet). Als Lasermedium können sehr unterschiedliche Stoffe dienen. Verwendet werden Festkörper (wie zum Beispiel ein Rubinkristall), Halbleiter, Flüssigkeiten (wie zum Beispiel gelöste Farbstoffe) oder Gase (wie zum Beispiel ein Gemisch aus Helium und Neon).
Die Zufuhr der Anregungsenergie kann durch Blitzlampen, elektrische Gasentladungen, chemische Reaktionen oder einen anderen Laser erfolgen.
Um eine Verstärkung der Strahlung zu erreichen, lässt man den Vorgang in einem Resonator ablaufen. Das heißt, die Strahlung wird in einem Rohr an beiden Enden durch Spiegel reflektiert und durchläuft so das Lasermedium mehrmals.
Resonatorgase für CO2-Laser – hohe Qualität zur Sicherstellung einer hohen Standzeit beim Laserschneiden
Ob für CO2-Laser, Excimerlaser oder spezielle Anlagen – Air Liquide bietet für jeden Laserresonator das richtige Gas. LASAL™-Gase und -Gasgemische sind der Garant für die Zuverlässigkeit der Laserquelle, sie erhöhen die Lebensdauer von Optik, Spiegeln und Linsen.
Die Auswahl und Qualität der Resonatorgase stabilisieren und optimieren die zur Verfügung stehende Leistung des Lasers und bestimmen somit die Zuverlässigkeit der Laserquelle.
Für höchste Qualitätsansprüche weisen die LASAL™-Gase geringste Verunreinigungen wie Feuchtigkeit, Kohlenwasserstoffe und Festpartikel auf. Mit der Weiterentwicklung der Laserquellen wurde auch die LASAL™-Produktlinie kontinuierlich erweitert und verbessert.
Die LASAL-Qualität
- 100 % Homogenität
- H2O < 3 ppm
- Kohlenwasserstoffe < 1 ppm
Daraus lassen sich in der Praxis folgende Vorteile ableiten:
- Hohe Leistung und Stabilität des Laserstrahls durch niedrige H2O- und Kohlenwasserstoff-Werte
- Vermeidung gasbedingter Störungen wie:
- Beschädigung der Laseroptik
- Leistungsschwankungen
- Unnötige Ausfallzeiten
- Ungeplante Wartungen
Es stehen unterschiedliche Resonatorgase zur Verfügung, die in den Qualitäten und Zusammensetzungen an diverse Laseranlagen und deren Vorgaben angepasst sind.
Passende Gase

Zubehör für Gasversorgungssysteme zur Implementierung der Resonatorgase beim Laserschneiden
Um die geforderten Reinheiten bis zur Anlage sicherzustellen, steht speziell für Laseranwendungen entwickeltes Equipment für Entnahmearmaturen zur Verfügung.
Aufwendige Behältervorbehandlungen, Homogenisierung und ständige Produktkontrollen sorgen dafür, dass LASAL™-Gase die Qualitätsanforderung der Laserhersteller übertreffen. Diese hohen Anforderungen gelten auch für das Equipment und insbesondere für die Gasversorgungssysteme.
LASAL™-Armaturen bieten eine an die individuellen Bedürfnisse angepasste kontinuierliche Versorgung mit Resonatorgasen vom zweistufigen Druckminderer bis zur Entspannungsstation für Zylinder und Bündel mit automatischer Umschaltung und elektronischer Füllstandsüberwachung.
Prozessgase zum Laserschneiden: Lasertechnologie in der Fertigungstechnik – Die unterschiedlichen Verfahren
In der Materialbearbeitung werden Lasergeräte für das Schneiden, Gravieren, Bohren und Markieren eines breiten Spektrums von Materialien eingesetzt.
Aus den Eigenschaften der Laserstrahlen ergeben sich die Vorteile der Metallbearbeitung mit einem Laser:
- Hohe Energiedichte, geringe Wärmeeinflusszone und Wärmebelastung (minimaler Verzug)
- Hohe Prozessgeschwindigkeit
- Berührungslose Bearbeitung
- Trägheitsfrei
- Nicht leitende Werkstoffe bearbeitbar
- Kein Werkzeugverschleiß
- Große Flexibilität und gut automatisierbar
Welche Verfahren kommen zum Laserschneiden zur Anwendung?
Abhängig von der erreichten Temperatur und des zugeführten Prozessgases stellen sich unterschiedliche Aggregatzustände des abgetragenen Werkstoffs ein. Es werden drei Varianten unterschieden – je nachdem, ob der Werkstoff als Flüssigkeit, Oxidationsprodukt oder Dampf aus der Schnittfuge entfernt wird:
Laserschmelzschneiden
Die Ausbildung der Schnittfuge geschieht beim Schmelzschneiden durch kontinuierliches Aufschmelzen und Ausblasen des Schneidwerkstoffs mit reaktionsträgen oder inerten Gasen, der Gasstrahl verhindert zusätzlich das Oxidieren der Oberfläche. Hier kommen Stickstoff, seltener Argon oder Helium mit Drücken bis zu 22 bar zum Einsatz.
Eine hohe Schnittqualität ist durch eine geringe Riefenbildung auf den Schnittkanten und die fehlende Gratbildung an der Unterseite des Schnittes charakterisiert. Die Schnittqualität wird maßgeblich durch die Fokuslage, die Vorschubgeschwindigkeit, die Laserleistung, die Intensitätsverteilung und den Schneidgasdruck beeinflusst.
Laserstrahlschmelzschneiden kommt meist zum Einsatz, wenn oxidfreie Schnittfugen bei Edelstählen gefordert werden. Aluminiumlegierungen und hochschmelzende Nichteisenlegierungen stellen eine weitere Anwendung dar, auch normaler Baustahl wird mit Stickstoff geschnitten, da die Schnittkanten für eine spätere Lackierung oder Pulverbeschichtung nicht mehr nachbearbeitet werden müssen.
Laserbrennschneiden
Die früher häufigste Variante zum Schneiden von eisenhaltigen Metallen ist das Brennschneiden. Ähnlich wie beim autogenen Brennschneiden wird der Werkstoff auf Entzündungstemperatur erwärmt und durch Zugabe von Sauerstoff (Blasgas) mit einem Druck von wenigen bar verbrannt. Dementsprechend können nur Werkstoffe bearbeitet werden, deren Zündtemperatur unterhalb der Schmelztemperatur liegt.
Die Schnittspaltbreite beträgt je nach Blechdicke etwa 0,1 bis 0,8 mm. Die Gratbildung lässt sich beim Laserstrahlbrennschneiden durch geeignete Verfahrensparameter nahezu vermeiden. Um das Abbrennen spitzer Konturen sowie unsaubere Einstichlöcher zu vermeiden, muss die Laserleistung heruntergeregelt werden.
Lasersublimierschneiden
Das Prozessgas bläst nicht nur den Dampf aus der Schnittfuge, sondern verhindert auch ein Kondensieren desselben in der Schnittfuge. Sublimierschnitte sind prinzipiell gratfrei, jedoch sind die entstehenden Gase oft brennbar.
Werkstoffe ohne ausgeprägten schmelzlüssigen Zustand sind der wesentliche Wirkungsbereich des Sublimierschneidens. Das können sowohl anorganische als auch organische Stoffe sein.
Unterschiedliche Prozessgase zum Laserschneiden
Für ein gutes Schneidergebnis ohne Nacharbeit der geschnittenen Teile ist neben der richtigen Fokussierung und Fokuslage des Laserstrahls auch die Schneidgasqualität entscheidend.
Beim Brennschneiden liegt der Fokus im oberen Drittel der Blechdicke. Als Schneidgas wird vorwiegend LASAL™ 2003 eingesetzt. Beim Hochdruckschmelzschneiden von hochlegierten Stählen und Aluminium liegt der Fokus im unteren Drittel der Blechdicke. Hier ist LASAL™ 2001 als Schneidgas die erste Wahl. Für besonders „reaktionsfreudige“ Werkstoffe wie Titan hat sich ARCAL™ Prime als Schneidgas bewährt.
| Anwendung | Schneidbare Werkstoffe | Schneidgas |
| Laserbrennschneiden | un- und niedriglegierte Stähle | LASAL 2003 |
| Laserschmelzschneiden | CrNi-Stahl NE-Metalle (Al, Ti) Glas, Kunststoffe | LASAL 2001 ARCAL Prime |
| Lasersublimierschneiden | Kunststoffe, Papier, Holz, Keramik | LASAL 2001 ARCAL Prime LASAL 4 |
Effektives Laserschneiden mit der LASAL Touch Düse – mehr Leistung, weniger Prozessgasverbrauch, geringere Prozesskosten
Durch eine Gasdüse wird ein Gasstrom des Prozessgases koaxial zum Laserstrahl eingebracht. Dieser Gasstrom bläst das geschmolzene Metall aus der Schnittfuge und verhindert die Oxidation der Gasdüse und des zu schneidenden Materials.
Aufgrund des Abstandes zwischen der Bearbeitungsfläche und der Düse tritt ein Teil des Gasstromes seitlich zwischen der Gasdüse und dem Material aus. Bis zu 90 Prozent des Gases tragen daher nicht zum Ausblasen des geschmolzenen Metalls bei. Um das zu kompensieren und saubere Schnittkanten zu erhalten, sind Gasströme mit hohen Drücken zwischen 13 und 20 bar sowie hohe Durchflussraten von bis zu 40 m³/h erforderlich.
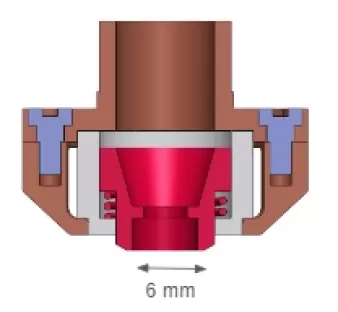
Bei der von Air Liquide entwickelten Düse wird der Abstand zwischen Gasdüse und Materialoberfläche auf ein Minimum reduziert.
Daher ist zwischen der Gasdüse und der Platte ein sehr geringer Abstand vorhanden. Nahezu das gesamte Prozessgas wird in den Schnittspalt gepresst und geht nicht an den Seiten verloren. Etwa 90 Prozent des Gases wird für das Laserschneiden "effektiv" genutzt.
LASAL Touch Düse – Minimierung der Prozesskosten
Mit der LASAL Touch Düse kann der Verbrauch des Prozessgases beim Laserschneiden erheblich reduziert werden.
Die LASAL Touch Düse wurde so gestaltet, dass die Hitzebeständigkeit und die Kompatibilität nicht beeinträchtigt werden. Bei wechselnder Produktion entfallen somit Rüst- und damit Stillstandszeiten des Lasers. Vorteile durch den Einsatz der Lasal Touch Düse:
- Sehr glatte und homogene Schnittkante
- Minimale Oxidation an der Unterkante
- Minimale Gratbildung, auch in spitzen Ecken
- Weniger Rüstzeiten bei wechselnder Produktion
- Steigerung der Schnittgeschwindigkeit
- Sehr ähnliche Standzeiten wie Standarddüsen
Möchten Sie die LASAL Touch testen? Füllen Sie einfach das Kontaktformular aus! Wir unterbreiten Ihnen gerne ein entsprechendes Angebot.