Laser-Hybrid-Schweißen, Laser-MAG-Hybridschweißen
Das Laser-Hybrid-Schweißverfahren kombiniert die Vorteile des Laser- und des MSG-Schweißverfahrens. Der Laserstrahl sorgt für einen tiefen Einbrand (Tiefschweißen bei geringer Streckenenergie), während die Verwendung einer MSG-Elektrode (Zusatzwerkstoff für die Ausfüllung der Schweißfuge) als Ausgleich der Spalttoleranzen sorgt. Dies ermöglicht eine erhebliche Produktivitätssteigerung in vielen Bereichen, unter anderem im Automobilbau, bei Pipelines, im Behälterbau.
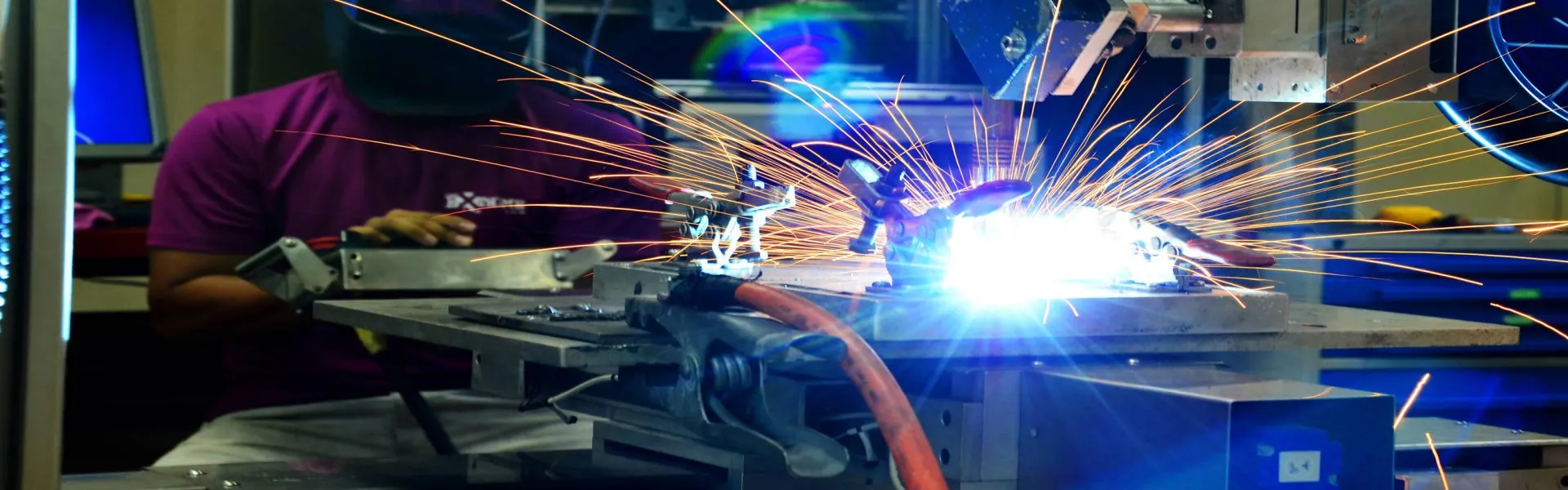
Automatisierung beim Laser-Hybrid-Schweißen
Mit dem Laser-Hybrid-Schweißverfahren kann das für die Schweißverbindung notwendige Nahtvolumen somit die Anzahl der für eine Verbindung erforderlichen Schweißlagen erheblich reduzieren, vielfach reicht eine Schweißlage. Während der Laser für ein Tiefschweißen sorgt, bewirkt der MSG-Prozess eine gute Spaltüberbrückbarkeit und senkt die Anforderungen an die Nahtvorbereitung.
Das Laser-MSG-Hybrid-Schweißen kombiniert die Vorteile von zwei Prozessen.
Der MSG-Prozess ist ein Lichtbogenverfahren mit geringem Investitionsbedarf und ist eine effektive Energiequelle. Der Zusatzwerkstoff sorgt zum einen für eine bessere Spaltüberbrückbarkeit, für den Ausgleich von Bauteiltoleranzen, für die Minimierung des Aufwands der Nahtvorbereitung und zum anderen zur gezielten Gefügebeeinflussung in die Schweißnaht.
Der Laser ermöglicht ein hohes Nahttiefen-Breitenverhältnis/ Tiefschweißen, Steigerung der Schweißgeschwindigkeit bei gleichzeitiger Reduzierung der thermischen Belastung der Bauteile. Dies reduziert Festigkeitsverluste in der Wärmeeinflusszone und den Thermischenverzug.
MSG-Laser-Hybrid-Schweißen kann relativ einfach auf bewährte automatisierte Prozesse wie Schweißrobotor und Linear Systemen adaptiert werden. Es ist ein Verfahren, das sich im Schiffbau, in der Automobilindustrie, im Transportwesen, im Fahrzeugbau sowie im Behälterbau etabliert hat. MSG-Laser-Hybrid-Schweißen hat ein hohes Potential und wird vom Markt stark nachgefragt.
Anwendungsbereiche des Hybrid-Laser-Schweißverfahrens
Das gezielte Kombinieren der Laser-Lichtbogen-Schweißtechnologien der sogenannten Hybrid-Schweißverfahren bringen viele Vorteile, was deren Einsatz bei einer Vielzahl von Industrieanwendungen wie zum Beispiel bei Folgenden zeigt:
- Schiffbau
- Rohrleitungsbau
- Behälter-, Tankbau
- Transport und Verkehr
- Energie
- Bauwesen
Schutzgase/Prozessgase für Laser-Hybrid-Schweißen
Mit anwendungsbezogenen Schutzgasen bzw. Prozessgasen können die vollen Potentiale von Lichtbogen-Laser-Hybrid-Prozessen voll ausgenutzt werden. Für die passenden Schutzgase bzw. Prozessgase sind folgende Aspekte zu berücksichtigen:
- Verfahrenstechnisches Prozessfenster hinsichtlich Plasmabildung, Plasmaneigung beim Laser
- Lichtbogenstabilität und Werkstofftransfer beim Lichtbogenprozess
- Werkstoffe, Legierungszusammensetzung, Gefüge und Oberflächenzustand
- Laser-Wellenlänge und Laserleistung
- Bauteildicke und Fügegeometrie
Die auf Werkstoff und Laser angepassten Schutzgas-/Prozessgas-Lösungen können neben der Preisstabilität einen erheblichen Einfluss auf das erzielbare Schweißergebnis hinsichtlich Einbrandform, Nahtoberfläche, Nahtqualität, Schweißgeschwindigkeit und Schutzgasverbrauch nehmen.
Der gezielte Einsatz der physikalisch-chemischen Eigenschaften des Schutzgases kann die Qualität und Produktivität beim Lichtbogen-Laser-Hybrid-Schweißverfahren hinsichtlich Energieeintrag, Einbrandgeometrie, Tiefschweißen, Reduzierung von Poren und Spritzern erheblich beeinflussen.
-

PRIMEJET 200-10-30
Einstufiger Messing-Druckminderer für 200 bar Flaschen. Seiteneintritt. Für Argon, Stickstoff, Wasserstoff & Sauerstoff. Robust & ideal für technische Gase.
-

PRIMEJET 200-24L/MIN
Einstufiger Messing-Regler mit Durchflussmesser für 200 bar Argon & CO2-Gemische. Seitlicher Eintritt. Präzise Durchflusssteuerung für technische Gase. Robust ...
-

PRIMEFLOW 200-15 L/MIN
Einstufiger Messing-Regler mit Durchflussmesser für 200 bar Flaschen. Ideal für nicht korrosive technische Gase bis Qualität 4.8. Präzise & robuste Ausführung ...
-
PRIMEFLOW 300-15 L/MIN
Einstufiger Messing-Druckminderer mit Durchflussmesser für 300 bar Flaschen. Ideal für nicht korrosive technische Gase bis Qualität 4.8. Präzise & robust.
-

PRIMEJET 300-24L/MIN
Einstufiger Messing-Flaschendruckminderer für 300 bar. Für nicht korrosive technische Gase bis Qualität 4.8 geeignet. Robuste Bauweise & präzise Regulierung.
-
PRIMEJET 300-10-30
Einstufiger 300 bar Messing-Druckminderer für Argon, Stickstoff & Sauerstoff. Geeignet für technische Gase bis Qualität 4.8. Robust & präzise in der Regelung.
-
PRIMEFLOW 200-30 L/MIN
Einstufiger Messing-Regler mit Durchflussmesser (200 bar) für Argon, CO2 & Gemische. Seitlicher Eintritt. Ideal für technische Gase. Präzise & robuste Bauart.
Mit dem Laser-Hybrid-Schweißen werden die Produktivität von Laserschweißen, Tiefer und schneller schweißen und der Zusatzwerkstoff aus MIG-/MAG-Schweißen genutzt, um Toleranzen in Nahtfuge und Nahtspalt zu füllen und auszugleichen.
So können die Vorteile von Laserschweißen für dickere Bauteile, wie zum Beispiel im Schiffbau, Behälterbau, Kranbau genutzt werden. Gleichzeitig werden die notwendigen Schweißnahtvolumina wie Schweißzeit und thermische Belastung von Bauteilen erheblich reduziert.
Bei diesen hoch automatisierten Prozessen können Schutzgase die Prozessstabilität, Produktivität sowie Schweißnahtqualität erheblich steigern und die Nacharbeit und Anlagenstilstandzeiten erheblich reduzieren.